Пожалуйста, проверьте Вашу почту.
BIMARC DP-500, Полуавтомат сварочный инверторный с синергетикой и двойным пульсом (Double Pulse)
Популярный товар
НАКС
")










")

















Цена
528 000 ₽
(с НДС)Товар в наличии:
Екатеринбург, ул. Косарева, 93
Гарантия на товар — 3 года
Код товара: 305315
Описание товара
Сварочный инверторный полуавтомат BIMARC DP-500 предназначен для дуговой сварки плавящимся электродом на постоянном токе в среде защитных газов изделий из углеродистых и высоколегированных сталей, алюминия с жидкостным охлаждением горелки. Управление полуавтоматом осуществляется с помощью органов управления, расположенных на лицевой панели источника, лицевой панели механизма подачи и кнопки на горелке. Сварочный полуавтомат имеет жесткую вольт-амперную характеристику. Механизм подачи полуавтомата имеет независимое плавное регулирование скорости подачи электродной проволоки и плавное регулирование напряжения на дуге. Гарантия на сварочные инверторы DP-500 - 3 года! Купить сварочный полуавтомат с двойным пульсом и синергетикой DP-500 вы можете на сайте компании "ИТС-Урал", добавив товар в корзину, позвонив по телефону (343) 222-1-999 или отправив запрос на почту website@ets-ural.ru. Аппарат можно приобрести с сертификатом НАКС за дополнительную плату.
Доставка курьерской службой «ИТС-Урал»
Доставка по г. Екатеринбург + 30 км (cтоимость рассчитывается менеджером). Бесплатная доставка при покупке от 20000 руб. в течение 3-х рабочих дней
Доставка транспортной компанией
при любой сумме заказа при 100% предоплате (Доставка до транспортной компании в Екатеринбурге — бесплатно)
19 лет на рынке
Собственное
производство
производство
Адекватная
стоимость
стоимость
Свой сервисный
центр
центр
Более 3000 наименований
аппаратов и аксессуаров
аппаратов и аксессуаров
Технические характеристики
| Характеристика | Значение | ||||
|---|---|---|---|---|---|
| Производитель | BIMARC | ||||
| Гарантия производителя | 3 года | ||||
| Напряжение питания, В | 380±15% | ||||
| Частота, Гц | 50/60 | ||||
| Вид электрической сети | трёхфазная | ||||
| Внешняя характеристика | жёсткая | ||||
| Номинальный первичный ток, А | 28 | ||||
| Максимальный сварочный ток, А | 500 | ||||
| Диапазон регулирования сварочного тока, А | 12~500 | ||||
| Диапазон регулирования напряжения, В | 10~50 | ||||
| Напряжение на холостом ходу, В | 97 | ||||
| Номинальный сварочный ток при ПВ=100%, А | 500 | ||||
| Номинальная мощность, кВА | 24.6 | ||||
| Максимальный диаметр используемой кассеты, мм | 300 | ||||
| Время продувки газового тракта до начала сварки, с | 0,1~10 | ||||
| Время продувки газового тракта после сварки, с | 0,1~10 | ||||
| КПД, % | 85 | ||||
| Коэффициент мощности | 0.9 | ||||
| Класс изоляции | H | ||||
| Класс защиты | IP23 | ||||
| Диаметр проволоки, мм | 0,8; 0,9; 1,0; 1,2; 1,4; 1,6 | ||||
| Скорость подачи проволоки, м/мин | 1,0~22,0 | ||||
| Тип механизма подачи проволоки | Выносной | ||||
| Охлаждение | жидкостное | ||||
| Режим сварки ММА | нет | ||||
| Режим импульсной сварки (PULSE) | есть | ||||
| Двойной пульс (DOUBLE PULSE) | есть | ||||
| Режим сварки TIG | нет | ||||
| Режим сварки SPOT | есть | ||||
| Режим высокоскоростной сварки (High speed) | есть | ||||
| Высокофокусированная концентрированная дуга (POWER FOCUS) | есть | ||||
| Сварка корневого шва, Сварка больших зазоров (POWER ROOT) | есть | ||||
| LIFT-TIG - Старт сварки касанием | нет | ||||
| HOT START - Горячий старт | есть | ||||
| ANTISTICK - Антизалипание | нет | ||||
| ARC FORCE - регулируемый форсаж дуги | нет | ||||
| Synergy | есть | ||||
| Сварка алюминия | есть | ||||
| Сварка порошковой проволокой | есть | ||||
| Смена полярности | есть | ||||
| Регулировка индуктивности | есть | ||||
| Холостой прогон проволоки | есть | ||||
| Функция дожигания сварочной проволоки | есть | ||||
| Регулировка заварки кратера | есть | ||||
| Регулировка времени спада тока | есть | ||||
| Тестовая продувка газа | есть | ||||
| Память программ сварки | есть | ||||
| VRD - Снижение напряжения холостого хода | нет | ||||
| Режим работы 2Т/4Т | есть | ||||
| Наличие розетки 36В для подогревателя | есть | ||||
| Подключение блока охлаждения | есть | ||||
| Подключение пульта ДУ | нет | ||||
| Цифровой дисплей | есть | ||||
| Подключение горелки | Центральный разъем Euro | ||||
| Тележка перемещения | в комплекте | ||||
| Блок водяного охлаждения | в комплекте | ||||
| НАКС | за доп. плату | ||||
| Масса механизма подачи, кг | 19 | ||||
| Масса источника тока, кг | 48 | ||||
| Габаритные размеры механизма подачи (ДхШхВ), мм | 720×350×500 | ||||
| Габаритные размеры источника (ДхШхВ), мм | 700×300×540 | ||||
Сопутствующие документы:
Действует гарантия производителя!
Продукция изготавливается по самым современным технологиям, поэтому вы можете быть уверены в ее надежности и высоких потребительских характеристиках. В любой непонятной ситуации вы можете обратиться в авторизованный сервисный центр. Товар изготовлен с соблюдением всех требований государственных стандартов.
Как стать корпоративным клиентом:
- Быть юридическим лицом или индивидуальным предпринимателем
- Заключить договор поставки
- Закупать сварочное оборудование и материалы в «ИТС-Урал»
Не нашли нужный товар? Свяжитесь с нами - мы привезем оборудование под заказ или предложим альтернативное решение.
Оставить заявкуПодробное описание товара
Перед прочтением подробного описания рекомендуем посмотреть видео-обзоры DP-500:
BIMARC DP-500 – это профессиональный трехфазный инверторный сварочный аппарат с отдельным механизмом подачи проволоки для MIG/MAG, импульсной, двухимпульсной сварки и сварки короткой дугой / сварки в струйном режиме различных материалов, таких как конструкционная сталь, нержавеющая сталь и алюминий. Высококачественный процесс сварки обеспечивает бесперебойную работу даже в тяжелых условиях.
Вид климатического исполнения полуавтомата УХЛ 3.1. Полуавтомат предназначен для работы в закрытых помещениях. Группа условий эксплуатации по механическим воздействиям – М1 по ГОСТ 17516.1-90.
Простое и интуитивно понятное управление с возможностью сохранения режимов сварки в памяти аппарата подойдет для сварщиков на любом уровне подготовки. Предусмотрено 100 ячеек памяти.
Сферы применения:
| Свариваемые материалы:
| Специальные процессы сварки:
| Синергетические настройки режимов сварки по данным:
|
HIGH SPEED PULSE
 Высокоскоростная сварка - это особый импульсный процесс, при разработке которого главной целью была оптимизация физических и металлургических свойств сварного шва.
Высокоскоростная сварка - это особый импульсный процесс, при разработке которого главной целью была оптимизация физических и металлургических свойств сварного шва.V Более высокая скорость сварки
Высокая динамика, примененная к пульсации дуги HS Pulse, дает чрезвычайно сфокусированную дугу, которая увеличивает текучесть и давление передачи сварочной капли, а также смачиваемость кромок. Это позволяет сварщику работать намного быстрее, экономя до 35% времени.
V Более высокая скорость наплавки
Высокая динамика, приложенная к импульсу дуги HS Pulse, позволяет увеличить скорость проволоки при сохранении того же значения тока при сварке в стандартном импульсном режиме. Увеличенная скорость подачи проволоки в сварочную ванну увеличивает количество наплавленного металла в единицу времени (кг/ч).
V Меньшее тепловложение и меньшая пластическая деформация
В импульсном режиме HS тепловложение намного ниже (35%), чем в стандартном импульсном режиме.
V Лучшие механические свойства
В результате проведенных нами испытаний установлено, что значения прочности на разрыв сварочного шва и зоны термического влияния намного выше значений основного металла.
V Более глубокое проплавление
Проплавление, полученное в HS Pulse, значительно выше по сравнению со стандартным импульсом. Поверхность шва более гладкая благодаря отличной текучести.
V Снижение производственных затрат и амортизации
Более высокая скорость выполнения работ в сочетании с более высокими скоростями наплавки снижают значения как по времени, так и по рабочим затратам. Меньше дефектов материала и не требуется дополнительная обработка шва, что обеспечивает лучшую амортизацию.
POWER ROOT
 Power Root - это функция, разработанная для облегчения выполнения корневого прохода. Power Root также идеально подходит для соединения листов с очень неровной подготовкой металла.
Power Root - это функция, разработанная для облегчения выполнения корневого прохода. Power Root также идеально подходит для соединения листов с очень неровной подготовкой металла.V Функция создана для корневого прохода
V Повышенное качество вертикального шва сверху-вниз
V Отличная управляемость процесса сварки
V «Холодный» капельный перенос
V Идеальное соединение тончайших металлических листов
V Идеально подходит для перекрытия широких зазоров
V Отличная управляемость процесса сварки
V «Холодный» капельный перенос
V Идеальное соединение тончайших металлических листов
V Идеально подходит для перекрытия широких зазоров
Функция Power Root была разработана для улучшения и упрощения корневого прохода. Управляемый процесс короткой дуги с «холодным» капельным переносом гарантирует высочайшее качество в корневых слоях.
Power Root идеально подходит для соединения сварных швов, которые имеют большой зазор и плохую подготовку. Дуга остается очень стабильной и позволяет контролировать сварочную ванну, особенно в вертикальном и нижнем положениях.
Режим Power Root очень легко настроить, что упрощает работу сварщиков без большого опыта работы с этими типами швов.
POWER FOCUS
 Power FOCUS - это функция, которая обеспечивает глубокое проплавление, длинный вылет проволоки.
Power FOCUS - это функция, которая обеспечивает глубокое проплавление, длинный вылет проволоки.Основное внимание при создании данного специального процесса уделялось сокращению затрат на производство за счет сокращения количества сварочных швов.
Характеристики:
- Стабильный процесс на высоких токах без образования дефектов.
- Более высокая скорость сварки.
- Повышенная стабильность дуги даже при большом вылете проволоки.
- Повышенная эффективность при проектировании швов.
- Уменьшение угла скоса кромок при разделке.
- Уменьшение заполняемого объема.
Разница между сваркой Standard Mig Mag и Power Focus заключается в концентрации и точности дуги. Концентрация на режиме Power Focus позволяет фокусировать высокую дугу, температура при этом сосредоточена точно в центре дуги, избегая перегрева на краях сварного шва. Основное назначение данного процесса – сварка на больших токах в струйном режиме.
Сварочные аппараты BIMARC DP-500 аттестованы АЦ НАКС |
|
СТАНДАРТНАЯ КОМПЛЕКТАЦИЯ
| Сварочный источник | 1 шт. |
| Выносной четырёхроликовый механизм подачи проволоки WF-500DP | 1 шт. |
| ЗИП для горелки | 1 комплект |
| Блок водяного охлаждения горелки | 1 шт. |
| Горелка для полуавтоматической сварки, с водяным охлаждением и евроразъемом, длиной 5 метров | 1 шт. |
| Тележка: большая платформа с ложементом и ремнями для фиксации газового баллона | 1 шт. |
| Кабель-пакет в съёмном чехле (на основе кабеля сечение 70мм²) длиной 5 метров | 1 шт. |
| Обратный медный кабель сечением 70мм² длиной 5 метров со струбциной на 500А | 1 шт. |
| Сетевой кабель длиной 3 метра | 1 шт. |
Руководство по эксплуатации, паспорт, необходимые документы по сертификации | 1 комплект |
УСТРОЙСТВО И ПРИНЦИП РАБОТЫ
Полуавтомат BIMARC DP-500 состоит из двух основных частей: сварочный источник и механизм подачи проволоки. Принцип работы полуавтомата отображён на блок-схеме:
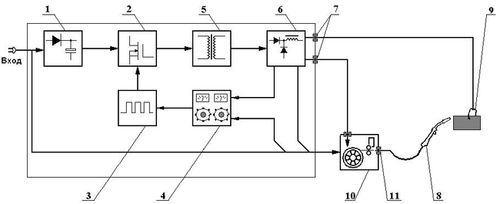
- Источник постоянного тока имеет жёсткую характеристику. Элементная база произведена на основе современной технологии, благодаря использованию мощных высокочастотных полупроводников и применению принципа широтно-импульсной модуляции. Переменное напряжение сети 380В через выключатель питания поступает на вход диодного моста (1), на нём выпрямляется, далее на батарее ёмкостей доводится до 540В постоянного тока. Следующим этапом происходит преобразование этого напряжения в прямоугольные импульсы частотой 20кГц на IGBT-модуле (2). Соотношение импульс-пауза и формирование управляющих импульсов транзисторов выбирается генератором (3) с учётом обратной связи по току и положения ручек регулятора «ток», ручки «напряжение», на панели управления (4). Полученное «переменное» напряжение подаётся на импульсные понижающие трансформаторы (5), а далее выпрямляется на вентильной сборке, набранной высокочастотными диодами (6). Последовательно к одному из выходов сборки выпрямительной подключен дроссель. Второй вывод дросселя и один из выводов моста выпрямительного подключены к гнёздам панельным (7). В одно из гнёзд панельных включается провод прямой подключения механизма подачи. Во второе гнездо — провод обратный с зажимом или струбциной (9). Описанная конструкция позволяет уменьшить вес за счёт исключения мощного понизительного трансформатора и максимального снижения потерь в оборудовании.
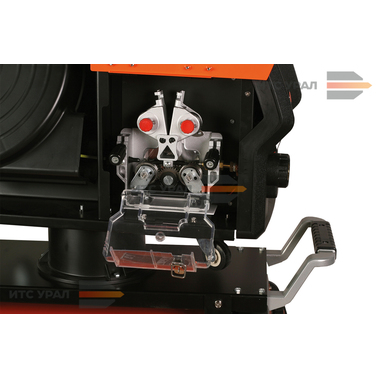
- Протяжку сварочной проволоки осуществляет механизм подачи (10). Механизм подачи состоит из мотор-редуктора, роликов подающего и прижимного. Подающий ролик установлен на выходной вал мотор-редуктора, прижимной установлен на «коромысле» и подпирает сварочную проволоку. Усилие прижима меняется в зависимости от сжатия пружины. Механизм подачи разматывает катушку со сварочной проволокой и подаёт её в горелку (8). Горелка сварочная на механизме подачи подключена к евроразъёму (11). Подача сварочного напряжения на горелку происходит через силовые элементы механизма подачи. Напряжение, подаваемое на горелку, приходит с полуавтомата через силовой кабель, подключенный к силовому разъёму полуавтомата (7). Изменение скорости подачи проволоки производится регуляторами, расположенными на панели управления механизма подачи.
- Охлаждение силовой части осуществляется вентилятором, прогоняющим воздух через корпус аппарата. Направление движение воздуха — от задней к лицевой стенке источника питания.
- Силовая часть полуавтомата имеет защиту от перегрева.
ПОДГОТОВКА И ПОРЯДОК РАБОТЫ
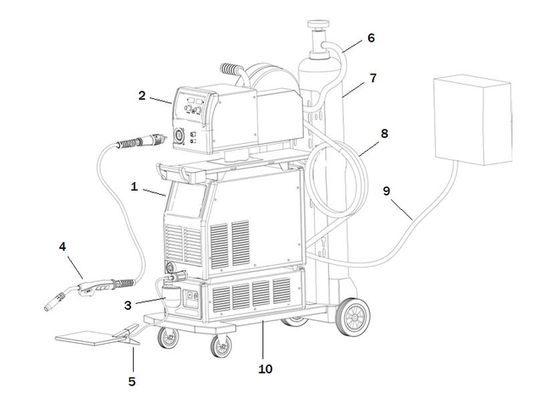
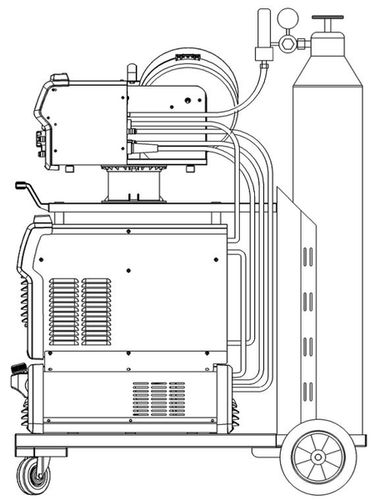
| Общая схема подключения полуавтомата BIMARC DP-500 | |
 |
|
1. Установите полуавтомат на месте производства сварочных работ таким образом, чтобы вокруг него не было предметов, перекрывающих вентиляционные отверстия, и затрудняющих циркуляцию воздуха.
2. Подключите сетевой кабель к электрическому шкафу напрямую или через вилку-розетку (не входит в комплект поставки).
3. Подача защитного газа осуществляется через быстросъём, выведенный на тыльную стенку механизма подачи. Подключение к баллону или центральной системе осуществляется рукавом газовым, один конец надевается на штуцер редуктора, другой — полуавтомата. Давление в газовой магистрали не должно превышать 4 кгс/см², в противном случае клапан газовый не обеспечит надёжной работы. Для предотвращения охлаждения редуктора (сварка в защитном газе СО₂) используйте подогреватель, для подключения которого на задней стенке полуавтомата предусмотрена розетка 36В.
4. Подключите кабели:
Общая схема подключения кабелей полуавтомата БИМАРК DP-500
Прямой провод подключается на выходной разъём «+» задней панели источника питания и разъём подающего механизма. Обратный провод подключается к выходному разъёму «-» на лицевой панели источника питания и обратный его конец со струбциной закрепляется на изделии. Кабель управления подключается одним концом в разъём на задней панели источника питания, другим — в аналогичный разъём на подающем механизме. Рукава для жидкостного охлаждения подключаются через быстросьёмы соответствующего цветового обозначения на задней стенке блока водяного охлаждения, кабель питания блока подключается в соответствующий разъём на задней стенке источника питания.
| Лицевая и тыльная панели полуавтомата BIMARC DP-500 | |
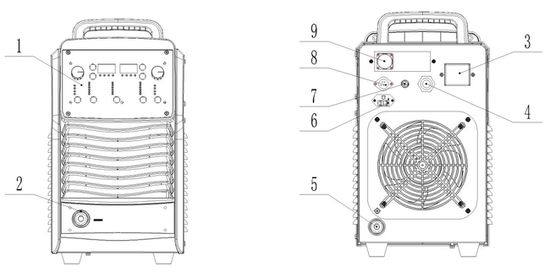 | |
Лицевая панель источника 1. Панель управления. 2. Разъём для подключения обратного кабеля с массовым зажимом. 3. Автоматический выключатель. 4. Сальниковый ввод сетевого кабеля. | Тыльная панель источника 5. Разъём для подключения прямого кабеля. 6. Разъём для подключения подогревателя газа на 36В. 7. Предохранитель. 8. Разъём для подключения блока жидкостного (водяного) охлаждения. 9. Разъём для подключения кабеля управления |
5. Подготовьте сварочную горелку. Убедитесь в соответствии выбранного диаметра проволоки с направляющим каналом и наконечником.
6. Подайте электрическое напряжение на установку включением автоматического выключателя. На лицевой панели загорятся индикаторы, начнётся тестирование систем, вентилятор охлаждения источника питания начнёт вращение, блок водяного охлаждения начнёт прокачку жидкости. Если после включения аппарат в течение 5 минут не будет запущен в работу, включается режим энергосбережения и аппарат выключает помпу водяного охлаждения блока и вентилятор охлаждения источника питания. Аналогичный алгоритм работает после окончания процесса сварки.
7. Подготовьте механизм подачи проволоки к работе:
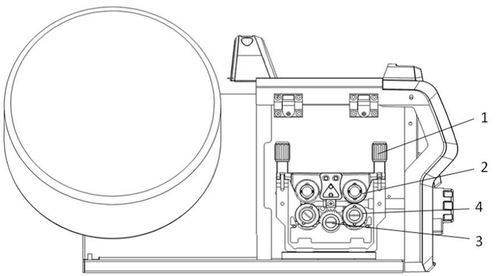
| Внешний вид механизма подачи проволоки WF-500dp | |
| |
| Лицевая и тыльная панели механизма подачи проволоки WF-500dp | |
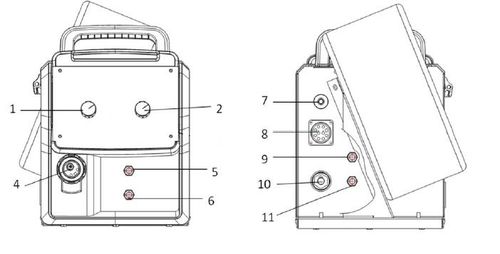 | 1. Ручка регулировки тока. 2. Ручка регулировки напряжения. 4. Разъём подключения горелки европейского типа (ЕВРО разъем). 5. Разъём для воды сварочной горелки (подключается к синему шлангу горелки с водяным охлаждением). 6. Разъём возврата воды сварочной горелки (подключен к красному шлангу горелки с водяным охлаждением). 7. Штуцер подключения газового шланга (подключен к регулятору газа). 8. Гнездо управления механизмом подачи проволоки (установите связь с источником питания через кабель управления механизмом подачи проволоки). 9. Разъём подачи воды в механизм подачи проволоки (подключается к синему разъёму водопровода водоохладителя). 10. Гнездо сварочного кабеля (подключается к выходному разъёму (+) сварочным кабелем механизма подачи проволоки). 11. Разъём возврата воды механизма подачи проволоки (подключается к красному соединителю водопровода водоохладителя). |
8. Установите сварочную проволоку на полуавтомат.
9. Отрегулируйте подачу газа.
УПРАВЛЕНИЕ ПОЛУАВТОМАТОМ
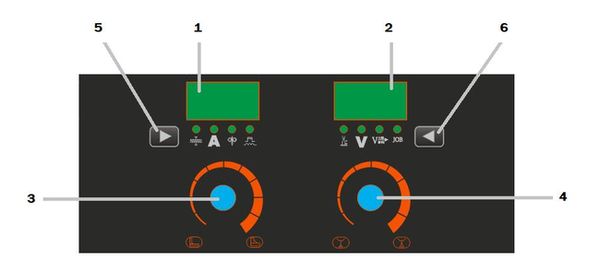
Панель управления источника BIMARC DP-500
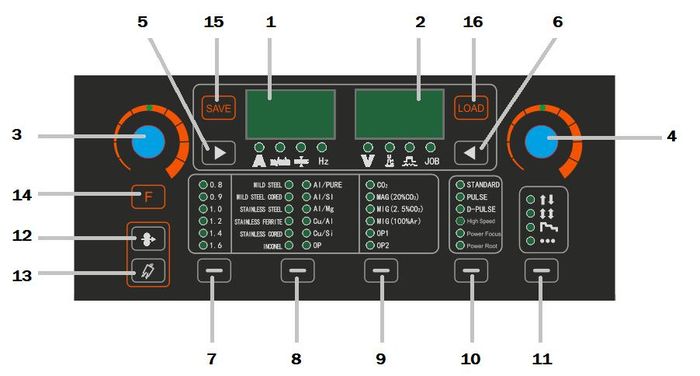
- Табло индикации 1 (отображает силу тока в Амперах, скорость подачи проволоки в м/мин, толщину металла, частоту двойного пульса).
- Табло индикации 2 (отображает напряжение в Вольтах, длину дуги, индуктивность, JOB (программа)).
- Ручка настройки 1. В режиме цифровой настройки используйте эту ручку для настройки параметров соответствующего цифрового дисплея трубки D1.
- Ручка настройки 2. В режиме цифровой настройки используйте эту ручку для настройки параметров соответствующего цифрового дисплея трубки D2.
- Кнопка выбора параметра 1 Дополнительные параметры для работы: сварочный ток; скорость подачи проволоки; толщина металла; двойная частота импульсов (только в режиме двойных импульсов).
- Кнопка выбора параметра 2 Элементы дополнительных параметров для работы: сварочное напряжение; коррекция длины дуги; индуктивность / сила дуги; номер задания (только для операций сохранения и вызовов).
- Кнопка выбора диаметра проволоки.
- Кнопка выбора материала проволоки.
- Кнопка выбора газа.
- Кнопка выбора режима сварки: Стандартный режим MIG/MAG (STANDART), Пульс (PULSE), Двойной пульс (D-PULSE), Высокоскоростная сварка (HIGH PULSE), Высокофокусированная концентрированная дуга (POWER FOCUS), Сварка корневого шва, Сварка больших зазоров (POWER ROOT).
- Кнопка выбора режима работы сварочной горелки: 2Т (короткие швы), 4Т (длинные швы), специальный 4T (регулируемое начало и окончание дуги), точечная сварка (SPOT).
- Кнопка ручной подачи проволоки.
- Кнопка тест газа: нажмите кнопку тест газа — начнется подача защитного газа на 30 секунд для продувки газового тракта, нажмите ещё раз — подача воздуха прекратится.
- Кнопка внутренней функции: вход и выход из настроек внутренних функций.
- Кнопка СОХРАНИТЬ.
- Кнопка ЗАГРУЗИТЬ.
Панель управления подающего механизма WF-500dp
- Табло индикации 1 (отображает силу тока в Амперах, скорость подачи проволоки в м/мин, толщину металла, частоту).
- Табло индикации 2 (отображает напряжение в Вольтах, длину дуги, индуктивность, JOB (программа)).
- Регулировочная ручка 1 (регулирует силу тока в Амперах, скорость подачи проволоки в м/мин, толщину металла, частоту).
- Регулировочная ручка 2 (регулирует напряжение в Вольтах, длину дуги, индуктивность, JOB (программа)).
- Кнопка выбора режима отображения на табло индикации 1.
- Кнопка выбора режима отображения на табло индикации 2.
Гарантия на сварочные аппараты BIMARC DP-500 - 3 года!
Loading...
Этот товар можно посмотреть и потрогать в специализированных сварочных магазинах:
Если и после этого останутся вопросы, вы можете попробовать оборудование в работе на производственном участке «ИТС-Урал» (услуга предоставляется на товар, который есть в наличии на складе в Екатеринбурге).
Подробности об услуге Тест-драйв оборудования по телефону
+7 (343) 222-1-999.
Собственное производство
ООО «ИТС-Урал» входит в группу заводов сварочного оборудования «ИТС». АО «Научно-производственная фирма «ИТС» — ведущий российский производитель и поставщик сварочного оборудования и расходных материалов. Эта крупная специализированная Финансово-промышленная группа объединяет разработчиков, промышленные предприятия и центры по продаже и сервисному обслуживанию сварочного оборудования.
Компания «ИТС» была основана в 1991 году и сегодня представляет собой крупную промышленно-финансовую группу, в состав которой входят АО «Электромашиностроительный завод «ФИРМА СЭЛМА» (г. Симферополь), АО "ЭЛЕКТРОСВАРКА" (АО "ЭСВА") (г. Калининград).
Фундаментальное направление деятельности ООО «ИТС-Урал» — это комплексное решение задач для обеспечения сварочного производства в Уральском федеральном округе. Головной офис, розничные магазины, производство и склад компании базируются в Екатеринбурге.
Собственный сервисный центр
Официальный сервисный центр компании «ИТС-Урал» расположен на территории производственно-складского комплекса компании. Обслуживает и ремонтирует оборудование для сварки, резки и наплавки заводов СЭЛМА и ЭСВА, торговых марок BIMArc, Сварог, Ресанта, Кедр, Aurora и пр.
Современное оборудование, позволяющее проводить все виды работ в соответствии с регламентом завода-изготовителя
Высокая квалификация и большой опыт работы сервисных инженеров
Диагностика и ремонт сварочного оборудования оперативно и с гарантией на выполненные работы
Первичный осмотр оборудования в сервисном центре – БЕСПЛАТНО!
Удобное месторасположение
Адекватная стоимость
Отзывы
Чтобы оставить отзыв, пожалуйста, авторизуйтесь на сайте.
Спасибо за ваш отзыв!
Перед публикацией мы проверяем отзывы. Обычно это занимает от 1 до 24 часов. Это помогает нам избежать спама и неуважительного обращения. Мы никогда не блокируем правдивые отзывы о товаре.
Спасибо за понимание!
Перед публикацией мы проверяем отзывы. Обычно это занимает от 1 до 24 часов. Это помогает нам избежать спама и неуважительного обращения. Мы никогда не блокируем правдивые отзывы о товаре.
Спасибо за понимание!
Сопутствующие товары
















НАКС
Цена договорная

